There are many factors the effect the quality of MIG welding. This page tries to examine the effect of varying the mixture of Argon and Carbon Dioxide.
This is difficult to quantify. Changing the gas mix effects the current and the range of acceptable wire feed.
A test was done using 0.039" (1mm) steel. Turns out it was galvanized, so surface had to be ground down to weld.
Weld Parameters:
The profile pictures need to be retaken using a tripod. Camera would seem to always focus on the wrong thing just as picture was taken.
Welds were cleaned with a wire brush, this tended to darken the area around the welds.
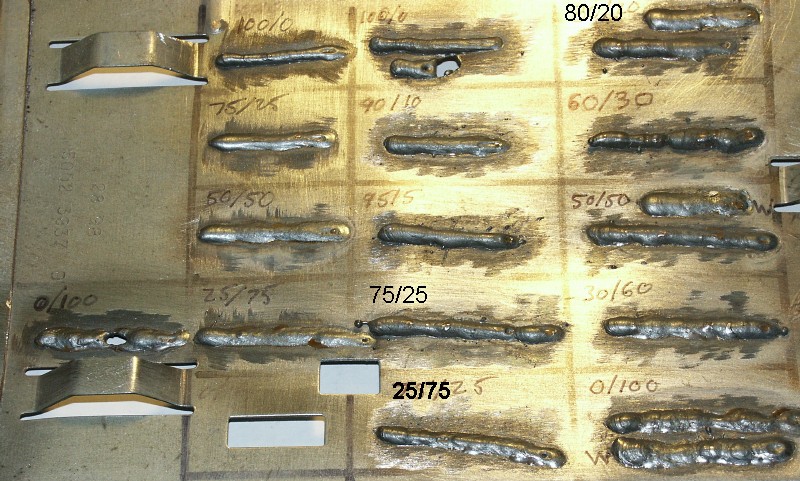
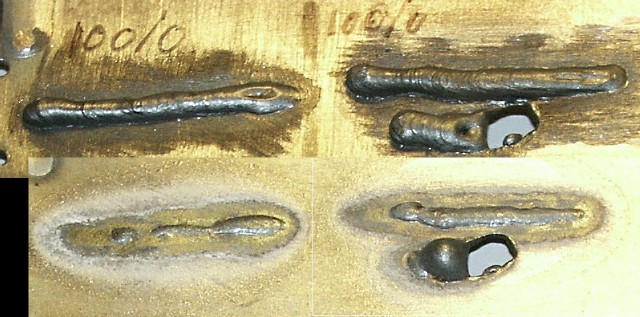
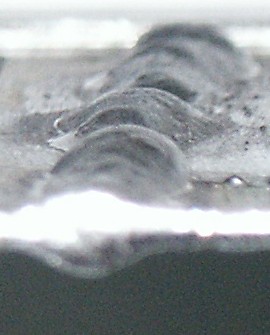
In all pictures, top images are top of sheet, bottom is reverse side to show penetration. Reverse-side pictures are mirrored so they can be shown with the top for comparison. Here is the test sheet (mounting plate from old PC.):
The left welds were done at a low wire speed in the range. The right two columns have a higher wire feed.
 |
 |
Welds are very tall, arc is stable. The left has a wire speed of 3.5/10, right had speed of 3/10. This had the loudest arc of all tests.
The "spatter" is actually stray arcs. The profile on the right shows weld is taller than it is wide.
Trying to do a zig-zag pattern to widen the weld caused it to blow through. In both welds, the torch speed probably should have been faster; but that would reduce penetration.
A wide weld can be done with 100% Argon by reducing the wire feed. This causes the weld mode to change to what I call "blob" mode. The wire burns back a bit forminga a droplet that falls on the metal. this occurs about 1 to 2 times a second. Productivity is slow and this only works on hoizontal welds.
 |
 |
This produced the best welds. The left has a bit of spatter with wire speed set to 3.5. The right had wire speed set to 3.25 that made penetration better. This shows how even a small adjustment in wire speed can have an significant effect on the results.
The top right weld looks perfect, actually has a glossy appearance.
Overall, very clean with almost no spatter, weld profile is good. This mix has the best sizzle sound when the speed was right. Should have tried a zig-zag weld.
 |
 |
Left set had wire speed near 3. Some spatter, good weld profile. The right was done after decreasing the wire speed to 2.5. Worked very well. Arc is becoming more yellow and has a softer sound. Profile is near symmetrical. Some spatter, but not bad. Current must be less as the torch must me moved slower. Could have tweaked the wire/gun speed a bit and gotten a smooth weld.
 |
 |
These are ok, but beginning to see some strange results. The weld on the top/right looks like it has slag. Actually, it is the copper cladding of the wire. It seems to pool in the weld and always has a blob of it on the end point. Profile is symmetrical.
Wire speed was 2.5, probably could be tweaked a bit more.
 |
With no argon, the arc sound was a faint hiss. Current was low. Wire feed had to be reduced to 2/10 for a clean weld. This made me want to move torch slower and blew through.
Top left has two welds, bottom used a zig-zag approach. There is spatter and the arc was not real stable.
 |
 |
Increasing the current allows faster wire speed/Torch speed (productivity). Top weld is flat and actually sags a bit. Bottom weld was done with a bit faster torch speed (probably could even have been done faster.) As soon as the bottom weld hit the edge of the cutout, the weld just blew out backwards. Maybe increasing the gas flow would cool the weld faster. Higher current made torch speed critical for good results. Other tests not shown with higher torch speed and lower current had good results.
The lower picture shows the reverse side. Actually looks as it was welded from this side.
Probably the torch speed needs to be increased even more to narrow the weld.
My take on this, use what you have readily available, just don't expect good results with 100% argon. You need to adjust your technique for the mix.
100% CO2 is not as forgiving to torch and wire feed. But with practice, it can do excellent welds. Torch speed need to be increased to compensate.
I will use 75% Argon, 25% CO2 for most work. I may use 50/50 at times for work that can be a bit sloppy (save Argon costs.)
Hope you find this interesting and informative. Any comments send to
5/4/2007 - Scott Henion