| Scott's Atlas / Craftsman 101.07403 12x36" Lathe, modifications and projects. Stone Mountain, GA | Unique Visitors: |
 |
This is a centering tool I saw on an MIT video. It was simple to make. Take some bar stock, turn down to 0.500". Then turn to a point. Use a parting tool to cut the point off. It really should have been farther away from the point but the cutoff tool ended up pushing the bar into the chuck. So, there is only a small flat on the pointed end. It is center bored 5/16" and the end trued up. |
 |
This shows the spring held out with an Exacto knife.. Just a washer on the other end, will probably turn a cap with a slot for the spring. Still need to put under magnifying glass and file point center. To use the tool, mount it in a chuck or collet holder. Then the point goes in a drilled hole or center punch. With your fingers, you will be able to feel the ridge between the two halves if the tip is not centered (top photo shows point about .030 off.) Will be a quick way to re-center the tail stock. Center-drill some stock; insert tool in tail chuck. bring tail up to the stock and adjust tail stock Gibbs until you can't feel any edge. It can also be used in a drill press. Use a punch to mark holes, use tool to locate the chuck exactly over the hole. This is supposed to be accurate to about 0.002" Using this tool, I centered my tailstock and did a test cut. I got less than 0.0005" taper. |
 |
Here are two boring bars I made using carbide inserts. The lower one was the first one. It works ok but it is a bit thin for its length and is non-adjustable. So, it tends to "sing" when used causing a rough surface. The angle of the bit is not ideal for boring where you don't go all the way through. The upper one has a better grade steel and is stiffer. I turned and adapter to allow it to fit the AXA boring bar holder. The adapter allows the length to be adjusted as needed. It can also turn a bore that is not a through-bore. These are easy to make. For the upper one, First use a hack saw to cut a 45 degree angle half-way through the bar. Then cut from the end to the cut. Place the insert on the notch and mark the hole. Drill and tap. These use #4-40 screws. My other inserts use #2-56. The upper one is a Allen-head cap screw. They work best. Use a bit of thread lock on the screws as the chatter will shake them loose in no time. |
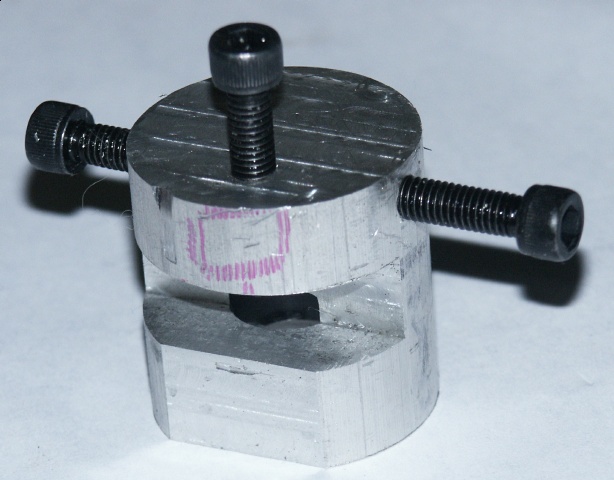 |
Here is a carriage stop made from 1.25" 6063 aluminum. Milled a slot about 1/2" deep and about 0.385 high (bed is 0.375). Lower area milled to clear rack. Screws are 10-32 x 1". The top had marks from the band saw so i milled it down slightly. The camera really exaggerated the grooves. It feels perfectly smooth but you can see the edge of each pass. All milling was done with a 0.25" 4-flute end mill mounted in the ER-40 chuck.. This was a scrap piece I reused, so you can see it is a bit hollow. Does not effect how it works. |
 |
Here are some indexed tool holders made from 1/2" square 304 stainless bar Inserts are Broussard SNMG322, picked up off Ebay. These were made without using the milling adapter. The bar was milled in the tool holder. Back of notch was cut using a hack saw then end milled with a milling bit. The bits are a bit small, could have used 422 inserts. These insets have no clearance angle. So, the finish was not good. I filed the slits so the inserts sloped down a few degrees. The resulting cut is much cleaner and less chance of chatter. The "xNxx" type of inserts are the most common. If you watch videos of people using inserts on large machines, you can see the inserts are angled down a bit. Inserts with chip breakers also act as a rake angle. This helps reduce cutting forces besides curling up the chips. |
 |
Here's some more home-made insert holders for triangle inserts. Left and right are 422 size and center is 322 size. I think they were TPMG type. |
 |
Here's a dovetail cutter made from some tool steel and a carbide insert. Works ok, needs better support for the insert as it can rotate if knocked loose. |